










خلاصه اجرایی: تولید مفتول آلومینیوم (Aluminum Wire Rod) – چه برای کابلهای برق (گرید EC) و چه آلیاژهای مکانیکی (سری 6000) – فرآیندی کاملاً متفاوت از فولاد است. در اینجا ما با تکنولوژی “ریختهگری و نورد پیوسته” (CCR) سروکار داریم. جایی که مذاب آلومینیوم در چند ثانیه منجمد شده و بلافاصله نورد میشود. این مقاله معماری خط، چالشهای ریختهگری ویل (Wheel) و شاخصهای بهرهوری را بررسی میکند.
1. معماری خط تولید: فرآیند پیوسته CCR
برخلاف فولاد که شمش را گرم میکنند، در آلومینیوم فرآیند با فلز مذاب شروع میشود. طول خط معمولاً کوتاهتر (حدود 60 تا 100 متر) اما تراکم تکنولوژی بالاست.
الف) واحد ذوب و نگهدارنده (Melting & Holding)
- کورهها: معمولاً از کورههای شعلهای (Reverberatory) یا القایی استفاده میشود. شمشهای آلومینیوم (Ingots) یا قراضه (Scrap) ذوب میشوند.
- گاززدایی و فیلتراسیون (Degassing & Filtering): حیاتیترین بخش برای کیفیت.
- مذاب آلومینیوم عاشق جذب هیدروژن است. اگر هیدروژن حذف نشود، مفتول نهایی متخلخل (Porosity) میشود.
- از باکسهای گاززدایی (با تزریق آرگون/نیتروژن) و فیلترهای سرامیکی (CFF) برای حذف اکسیدها استفاده میشود.
- دما: مذاب با دمای دقیق 720 تا 740 درجه سانتیگراد به سمت ماشین ریختهگری هدایت میشود.
ب) ماشین ریختهگری پیوسته (Casting Wheel)
این قلب تپنده خط CCR است.
- مکانیزم: مذاب درون شیارِ یک چرخ مسی عظیم (Casting Wheel) که در حال گردش است و توسط یک تسمه فولادی (Steel Belt) پوشانده شده، ریخته میشود.
- انجماد سریع: چرخ و تسمه توسط آب خنک میشوند. مذاب در حین چرخش منجمد شده و به یک “بار” (Bar) ذوزنقهای جامد با دمای حدود 500 درجه سانتیگراد تبدیل میشود.
- چالش: تنظیم دبی آب خنککننده بسیار حساس است. خنککاری کم باعث پارگی بار مذاب میشود و خنککاری زیاد باعث ترک خوردن شمش میشود.
ج) قطار نورد (Rolling Train)
بار داغ مستقیماً وارد استندهای نورد میشود.
- تکنولوژی 3 غلتکی (Three-Roll System): برخلاف فولاد که 2 غلتک دارد، در نورد آلومینیوم (سیستم پروپرزی) معمولاً از 3 غلتک با زاویه 120 درجه استفاده میشود.
- مزیت: توزیع فشار مثلثی باعث میشود تغییر شکل آلومینیوم بدون تنشهای کششی مخرب انجام شود و کیفیت سطح عالی بماند.
- تعداد استند: معمولاً 13 تا 17 استند پشت سر هم.
- امولسیون: استفاده از روغن نورد (Emulsion) حیاتی است؛ نه فقط برای خنککاری، بلکه برای جلوگیری از چسبیدن آلومینیوم به غلتکها (Alu-pickup).
د) کویلر و بستهبندی (Coiler)
مفتول نهایی (معمولاً سایز 9.5 یا 12 میلیمتر) توسط لوله هدایت (Delivery Pipe) به سبدهای بزرگ (Basket) هدایت شده و به صورت منظم چیده میشود. وزن کویلها معمولاً 2 تن است.
2. فیزیک جریان مواد: تبدیل مایع به جامد منعطف
درک رفتار آلومینیوم در خط CCR نیازمند شناخت متالورژی انجماد و تغییر شکل گرم است.
الف) انجماد در چرخ (Solidification)
در ماشین ریختهگری، مذاب باید از حالت مایع به جامد تبدیل شود. ساختار دانهبندی (Grain Structure) اینجا شکل میگیرد.
- نکته کلیدی: اگر سرعت چرخ زیاد باشد، مرکز شمش هنوز مذاب است (Molten core) که باعث انفجار یا پارگی شمش در ورود به نورد میشود.
ب) توالی نورد: ذوزنقه به دایره
بار ورودی معمولاً سطح مقطع ذوزنقهای شکل (Trapezoidal) دارد. توالی نورد در سیستمهای 3 غلتکی به صورت زیر است:
- مثلث – مثلث (Triangular Pass): شمش فشرده شده و مساحت آن کم میشود.
- تبدیل نهایی: در دو استند آخر، شکل مثلثی به دایره کامل تبدیل میشود.
ج) سرعت و کشش
سرعت تولید در آلومینیوم پایینتر از فولاد است اما پیوستگی آن بیشتر است.
- سرعت نرمال: 6 تا 12 متر بر ثانیه (در خطوط مدرن تا 15 متر/ثانیه).
- کنترل کشش: آلومینیوم گرم بسیار نرم است. کوچکترین کشش اضافه بین استندها باعث نازک شدن (Necking) و افت قطر میشود.
3. تحلیل OEE در صنعت آلومینیوم
محاسبه OEE در خطوط CCR آلومینیوم چالشهای خاص خود را دارد.
فرمول: OEE = (زمان کارکرد مفید / زمان برنامه ریزی) × (سرعت واقعی / سرعت نامی) × (محصول سالم / کل تولید)
1. دسترسپذیری (Availability)
- عمر تسمه ریختهگری (Steel Belt Life): تسمه فولادی که روی چرخ مسی قرار میگیرد، تحت تنش حرارتی شدید است. پارگی تسمه یعنی توقف خط. تعویض تسمه حدود 20 تا 30 دقیقه زمان میبرد.
- تعویض نازل و تاندیش: سرامیکهایی که مذاب را هدایت میکنند فرسایش مییابند و باید تعویض شوند.
- گرفتگی نازلهای آب: اگر نازلهای خنککننده چرخ بگیرند، شمش به چرخ مسی میچسبد (Sticking) که توقف طولانی دارد.
2. عملکرد (Performance)
- محدودیت سرعت: گاهی اپراتور نمیتواند با سرعت نامی (مثلاً 12 متر/ثانیه) کار کند، چون دمای مذاب دقیق نیست یا کیفیت شمش ریختگی پایین است.
- Micro-Stops: قطع شدنهای لحظهای در سیستم کویلر (جمعکننده) که باعث کاهش میانگین سرعت میشود.
3. کیفیت (Quality) – بسیار حیاتی
در آلومینیوم، عیوب معمولاً با چشم دیده نمیشوند (مثل هدایت الکتریکی).
- هدایت الکتریکی (Conductivity): برای کابل برق، باید حداقل 61.5٪ IACS باشد. ناخالصیهایی مثل تیتانیوم یا وانادیوم قاتل هدایت هستند.
- خلوص سطح: ذرات اکسید یا ناخالصی (Inclusions) باعث پارگی مفتول هنگام کشش نازک (Fine Wire Drawing) در کارخانه مشتری میشوند.
- عیوب سطحی: خراشهای ناشی از غلتکهای کثیف یا چسبیدن ذرات آلومینیوم به غلتک.
4. دادههای فنی و عملیاتی (بنچمارک صنعت)
این جدول شامل مقادیر استاندارد برای یک خط تولید مفتول آلومینیوم (مثل خطوط Continuus-Properzi یا SMS) است:
| پارامتر فنی | مقدار نرمال | توضیحات فنی |
| دمای ذوب کوره | 730 تا 750 درجه سانتیگراد | بالاتر از این دما اکسیداسیون و جذب هیدروژن را تشدید میکند |
| دمای ورود به نورد | 480 تا 520 درجه سانتیگراد | دمای بار (Bar) خروجی از چرخ ریختهگری |
| سرعت تولید | 8 تا 14 متر بر ثانیه | بسته به سایز مفتول (9.5 یا 12 میلیمتر) و توان موتور |
| توان مصرفی (برق) | 100 تا 120 کیلووات ساعت/تن | شامل ذوب القایی نمیشود (فقط نورد و تجهیزات جانبی) |
| مصرف گاز (کوره) | 65 تا 75 مترمکعب/تن | برای کورههای شعلهای (Reverberatory) |
| عمر تسمه ریختهگری | 40 تا 80 ساعت تولید | بسته به کیفیت تنظیم چرخ و خنککاری |
| میزان ضایعات (Scrap) | 1.5 تا 2.5 درصد | عمدتاً سرباره (Dross) کوره و ضایعات تنظیم اولیه خط |
فرمولهای کاربردی (سادهسازی شده)
1. محاسبه ضریب تبدیل (Reduction Ratio):
برای فهمیدن میزان فشار روی آلومینیوم در هر استند:
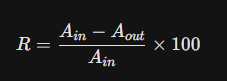
- $A_{in}$: مساحت مقطع ورودی
- $A_{out}$: مساحت مقطع خروجی
- در آلومینیوم این عدد معمولاً بین 20 تا 25 درصد در هر استند است.
2. محاسبه ظرفیت خط (تئوری):
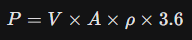
- P: ظرفیت (تن در ساعت)
- V: سرعت نهایی (متر بر ثانیه)
- A: سطح مقطع مفتول نهایی (میلیمتر مربع – مثلاً برای قطر 9.5 برابر 70.8)
- P: چگالی آلومینیوم (2.7 گرم بر سانتیمتر مکعب)
جمعبندی نهایی برای مدیران فنی
صنعت مفتول آلومینیوم جنگی است بر سر “تمیزی مذاب” و “پایداری فرآیند ریختهگری”. بر خلاف فولاد که نورد چالش اصلی است، در اینجا اگر ماشین ریختهگری (Casting Wheel) درست تنظیم نباشد، بهترین نورد دنیا هم محصول باکیفیتی تولید نمیکند.
برای بهبود OEE، تمرکز خود را روی عمر تسمه (Belt Life)، فیلتراسیون مذاب و مدیریت امولسیون بگذارید.



بدون دیدگاه