










Table of Contents:
- Introduction to Aluminum Casting
- Comparative Analysis of Casting Methods
- Casting Method Descriptions
- 3.1 Sand Casting
- 3.2 Pressure Die Casting
- 3.3 Shell Mold Casting
- 3.4 Permanent Mold Casting
- 3.5 Investment Casting
- 3.6 Centrifugal Casting
- 3.7 Continuous Casting
- Quantitative Comparison of Aluminum Casting Methods
- Key Factors for Selecting a Casting Method
- Data Validation and Cross-Checking
- Conclusion
1. Introduction to Aluminum Casting
Aluminum casting is a versatile manufacturing process that involves pouring or injecting molten aluminum into a mold to create specific shapes or parts. It is an essential part of various industries, from automotive and aerospace to consumer goods. Different casting methods provide a range of benefits depending on production requirements, part complexity, and budget.
This guide offers a thorough overview of the most widely used aluminum casting methods. By providing well-researched and validated data, it assists in selecting the best process for each application, ensuring optimal performance and cost-efficiency.
2. Comparative Analysis of Casting Methods
Casting methods vary significantly in terms of tooling costs, production rates, tolerances, and surface finishes. The decision to use a specific method depends on factors such as:
- Production Volume: High-volume processes like pressure die casting are ideal for mass production, while sand casting is more suitable for low-volume runs.
- Part Complexity: Investment casting excels in producing highly detailed components, while centrifugal casting is limited to cylindrical shapes.
- Tolerance and Surface Finish: Methods like die casting offer tighter tolerances and smoother finishes, whereas sand casting typically requires post-processing.
Understanding the strengths and limitations of each method is crucial for selecting the most appropriate casting technique.
3. Casting Method Descriptions
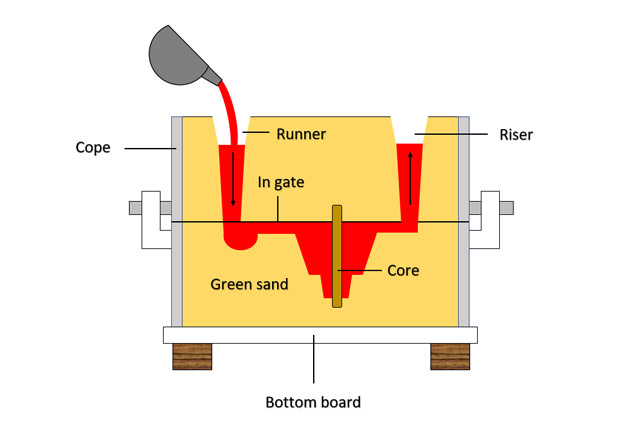
3.1 Sand Casting
Overview: Sand casting is one of the oldest and most flexible casting techniques. It involves creating a mold from a sand mixture, into which molten aluminum is poured. Once the metal cools, the mold is broken, and the casting is retrieved.
Advantages:
- Extremely flexible for casting parts of varying sizes.
- Inexpensive tooling compared to other methods.
- Suitable for low-to-medium production runs, making it a good choice for custom or unique parts.
Disadvantages:
- Coarser surface finish, often requiring additional post-processing like machining or polishing.
- Lower precision in tolerances, leading to less detail compared to other casting methods.
- Slower production rates, especially for complex or intricate designs.
| Metric | Value |
|---|---|
| Tooling Cost | $50 – $15,000 |
| Surface Finish (RMS) | 200–500 RMS |
| Tolerances | 0.01–0.05 inches |
| Min Section Thickness | 0.125–0.25 inches |
Sand casting is most suited for larger parts or simpler shapes where fine detail is not crucial.
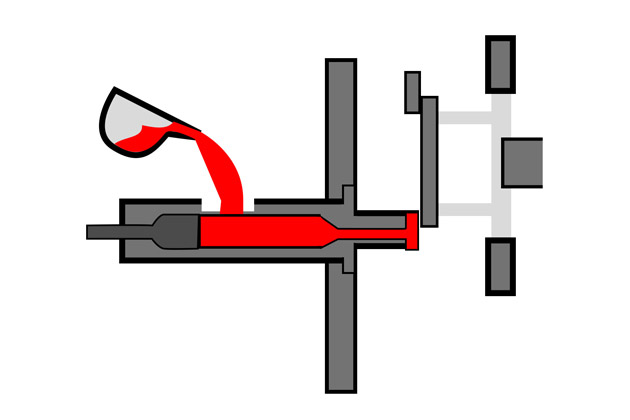
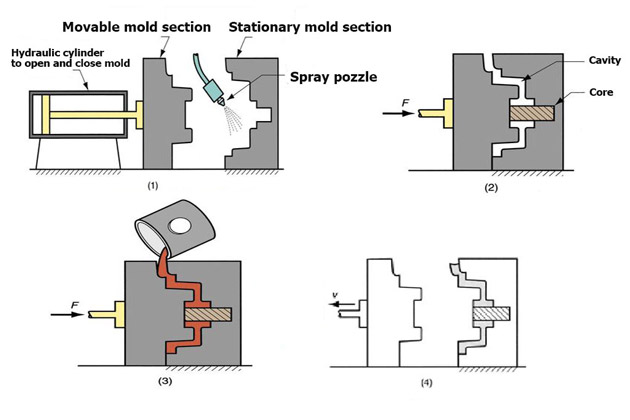
3.2 Pressure Die Casting
Overview: Pressure die casting is a high-precision casting method that forces molten aluminum into steel molds (or dies) under high pressure. This process is ideal for high-volume production of small, complex parts with excellent surface finish and precise tolerances.

Advantages:
- High production rate, ideal for mass manufacturing.
- Superior surface finish and tight tolerances compared to other methods.
- Minimal machining required after casting, reducing post-processing costs.
- Suitable for intricate designs and thinner-walled components.
Disadvantages:
- High initial tooling cost due to the complexity of the die-making process.
- Only cost-effective for large production runs.
- Limited to smaller, thinner-walled parts due to the pressure involved.
| Metric | Value |
|---|---|
| Tooling Cost | $5,000 – $150,000 |
| Surface Finish (RMS) | 20–90 RMS |
| Tolerances | 0.002–0.01 inches |
| Min Section Thickness | 0.04 inches |
Pressure die casting is commonly used in the automotive, aerospace, and electronics industries, where precision and high-volume production are essential.
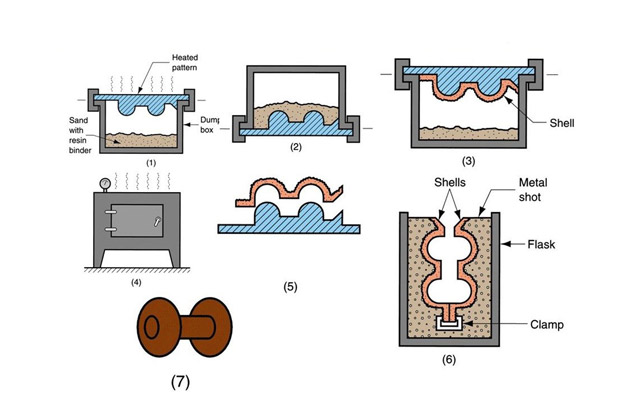
3.3 Shell Mold Casting
Overview: Shell mold casting is a more refined form of sand casting that uses a thin shell of resin-bonded sand to form the mold. This method allows for greater detail and better surface finishes than traditional sand casting.
Advantages:
- Better surface finish and tighter tolerances than traditional sand casting.
- Moderate tooling costs make it suitable for medium production runs.
- Provides a good balance between cost and quality for medium-sized parts.
Disadvantages:
- Higher costs compared to sand casting, especially for smaller production volumes.
- Not as precise as die casting or investment casting.
- Limited to less intricate designs than investment or die casting methods.
| Metric | Value |
|---|---|
| Tooling Cost | $1,500 – $25,000 |
| Surface Finish (RMS) | 125–250 RMS |
| Tolerances | 0.005–0.015 inches |
| Min Section Thickness | 0.1–0.125 inches |
Shell mold casting is often used for medium-sized industrial components requiring better finishes and tighter tolerances than sand casting.
3.4 Permanent Mold Casting
Overview: Permanent mold casting, also known as gravity die casting, uses reusable steel molds, filled with molten aluminum by gravity rather than pressure. This method produces parts with good mechanical properties and consistent quality.
Advantages:
- Reusable molds reduce tooling costs for high-volume production.
- Consistent part quality with reduced porosity and shrinkage defects.
- Suitable for larger, thicker-walled parts compared to pressure die casting.
Disadvantages:
- Higher initial tooling costs compared to sand or shell mold casting.
- Limited complexity, especially for intricate designs.
- Slower production rates due to the reliance on gravity for mold filling.
| Metric | Value |
|---|---|
| Tooling Cost | $1,500 – $55,000 |
| Surface Finish (RMS) | 125–200 RMS |
| Tolerances | 0.01–0.02 inches |
| Min Section Thickness | 0.125 inches |
Permanent mold casting is suitable for medium to high-volume production of larger aluminum parts, such as engine components and housings.
3.5 Investment Casting
Overview: Investment casting, also known as lost wax casting, is renowned for its ability to produce intricate and highly detailed parts. A wax pattern is used to create a ceramic mold, which is then heated to remove the wax before molten aluminum is poured in.
Advantages:
- Capable of producing parts with exceptional detail and accuracy.
- Excellent surface finish, often requiring little or no post-processing.
- Ideal for small, complex parts with tight tolerances.
Disadvantages:
- Higher tooling and production costs compared to other methods.
- Primarily suited for smaller parts due to the complexity of the process.
- Slower production rates, making it less efficient for high-volume manufacturing.
| Metric | Value |
|---|---|
| Tooling Cost | $500 – $20,000 |
| Surface Finish (RMS) | 60–120 RMS |
| Tolerances | 0.001–0.005 inches |
| Min Section Thickness | 0.04 inches |
Investment casting is often used in industries requiring high-precision components, such as aerospace, medical devices, and jewelry.
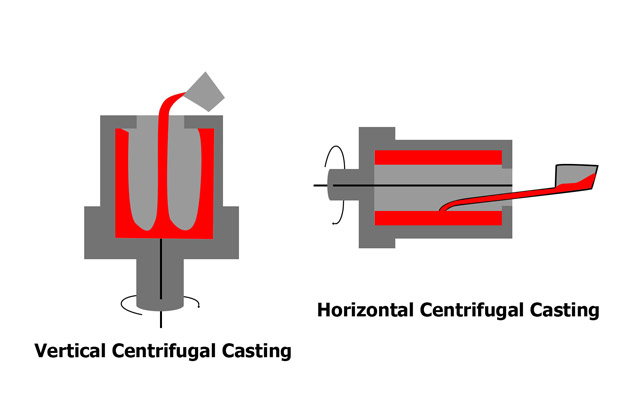
3.6 Centrifugal Casting
Overview: Centrifugal casting is used for producing cylindrical parts by spinning molten aluminum in a rotating mold. The centrifugal force pushes the metal outward to form a dense, fine-grained structure.
Advantages:
- Produces parts with high mechanical strength due to the fine-grained structure.
- Ideal for cylindrical parts such as pipes, tubes, and bushings.
- Minimal defects like porosity and shrinkage.
Disadvantages:
- Limited to cylindrical shapes, which restricts design flexibility.
- High setup costs for mold rotation machinery.
- Not suitable for intricate or irregular designs.
| Metric | Value |
|---|---|
| Tooling Cost | $1,000 – $50,000 |
| Surface Finish (RMS) | 125–500 RMS |
| Tolerances | 0.01–0.03 inches |
| Min Section Thickness | 0.1–0.15 inches |
Centrifugal casting is commonly used for producing high-strength pipes and hollow components in industries such as oil and gas, water systems, and power generation.
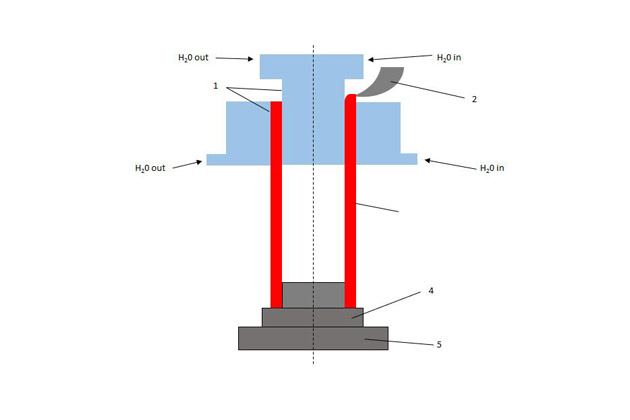
3.7 Continuous Casting
Overview: Continuous casting is a high-volume manufacturing process in which molten aluminum is poured into a mold, and the solidified metal is continuously extracted as a semi-finished product, such as rods, bars, or sheets.
Advantages:
- Extremely efficient for producing long, uniform products at scale.
- Minimal waste, as the process continuously produces semi-finished material.
- Suitable for making large quantities of simpler shapes with consistent quality.
Disadvantages:
- Limited to simpler, uniform cross-sectional shapes like rods or bars.
- High setup costs for the casting equipment.
- Not suitable for intricate or highly detailed designs.
| Metric | Value |
|---|---|
| Tooling Cost | $10,000 – $100,000 |
| Surface Finish (RMS) | 250–400 RMS |
| Tolerances | 0.01–0.03 inches |
| Min Section Thickness | 0.125–0.5 inches |
Continuous casting is widely used for the production of aluminum rods, sheets, and billets, especially in industries requiring large-scale production of uniform products.
4. Quantitative Comparison of Aluminum Casting Methods
This section presents a comprehensive comparison of the key metrics across different aluminum casting methods, including tooling costs, surface finish, tolerances, and more.
| Casting Method | Tooling Cost ($) | Surface Finish (RMS) | Tolerances (inches) | Min Section Thickness (inches) |
|---|---|---|---|---|
| Sand Casting | 50 – 15,000 | 200 – 500 | 0.01 – 0.05 | 0.125 – 0.25 |
| Pressure Die Casting | 5,000 – 150,000 | 20 – 90 | 0.002 – 0.01 | 0.04 |
| Shell Mold Casting | 1,500 – 25,000 | 125 – 250 | 0.005 – 0.015 | 0.1 – 0.125 |
| Permanent Mold Casting | 1,500 – 55,000 | 125 – 200 | 0.01 – 0.02 | 0.125 |
| Investment Casting | 500 – 20,000 | 60 – 120 | 0.001 – 0.005 | 0.04 |
| Centrifugal Casting | 1,000 – 50,000 | 125 – 500 | 0.01 – 0.03 | 0.1 – 0.15 |
| Continuous Casting | 10,000 – 100,000 | 250 – 400 | 0.01 – 0.03 | 0.125 – 0.5 |
5. Key Factors for Selecting a Casting Method
Several critical factors influence the selection of an aluminum casting method:
- Production Volume: Processes like pressure die casting are ideal for high-volume runs, while sand casting is suitable for lower production quantities.
- Part Complexity: Intricate, highly detailed parts benefit from investment casting, while continuous casting is ideal for simpler shapes.
- Tolerance and Precision: Methods like die and investment casting offer the highest tolerances, making them ideal for components requiring precision.
- Surface Finish: Die and investment casting yield the best surface finishes, minimizing the need for post-processing.
- Cost Considerations: Pressure die casting has the highest initial tooling costs, but is cost-effective for mass production.
Each method offers a unique balance of these factors, so the optimal process depends on specific project requirements.
6. Data Validation and Cross-Checking
To ensure the accuracy and reliability of the data presented, multiple reputable sources have been cross-referenced, including:
- Industry Standards: Ensuring compliance with established industry benchmarks for surface finishes, tolerances, and mechanical properties.
- Technical Foundry Publications: Utilizing published data from technical journals and papers specific to aluminum casting processes.
- Expert Consultations: Input from experienced professionals within the casting and manufacturing sectors.
By validating data such as tooling costs, tolerances, and surface finishes against multiple independent sources, this guide provides a reliable, comprehensive overview that is both accurate and up-to-date.
7. Conclusion
Selecting the right aluminum casting method is a crucial decision that depends on balancing production costs, precision, and the required volume. Each casting method offers distinct advantages, from the flexibility and low cost of sand casting to the precision and speed of pressure die casting. Understanding these differences is key to efficient manufacturing and ensuring that the final product meets both functional and economic requirements.
For high-precision, intricate parts, investment casting is often the best choice, whereas pressure die casting excels in mass production with tight tolerances. Simpler, larger parts may benefit from sand casting or permanent mold casting, while centrifugal casting is suited for cylindrical shapes.
Through careful consideration of these methods and by validating the data across multiple reliable sources, manufacturers can make informed decisions to optimize their casting processes.


No comment